مقدمه
کنترل اینورتر روش های گوناگونی دارد. یکی از آن روش ها کنترل اینورتر با پی ال سی است. این کنترل سرعت می تواند از طریق پنل های موجود در محل یا سیستم اسکادا (SCADA) صورت پذیرد. در این مقاله، آموزشی از کنترل اینورتر با پی ال سی به منظور کنترل سرعت یک موتور، در اختیار شما قرار می گیرد. از شما دعوت می کنیم تا انتهای مطلب ما را همراهی کنید.
روش انجام کنترل اینورتر با پی ال سی
نکته: این آموزش با منطق برنامه نویسی لدر (LADDER) توضیح داده می شود.
مراحل انجام کار:
- تهیه نقشه قدرت و فرمان
- راه اندازی و برنامه ریزی پارامتر ها در درایو (اینورتر)
- تهیه برنامه PLC
- تهیه یک دیاگرام اسکادا (SCADA)

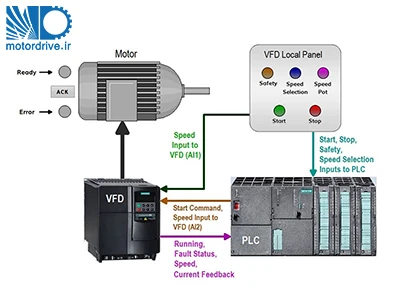
نقشه قدرت و فرمان

راه اندازی و برنامه ریزی پارامترها در اینورتر (درایو)
پارامترهای مهم مثل جزئیات پلاک موتور، ولتاژ ورودی، نوع موتور، و فرکانس باید در هنگام راه اندازی اولیه به درایو داده شود.
بعد از راه اندازی اولیه نوبت به راه اندازی پیشرفته می رسد. این نوع راه اندازی به تمام جزئیات آنالوگ و دیجیتال ورودی و خروجی نیاز دارد، مانند:
اطلاعاتی درباره ورودی های دیجیتال مانند فرمان استارت و فرمان انتخاب سرعت.
اطلاعاتی درباره خروجی های دیجیتال مانند وضعیت درایو (درحال کار، خطا و …)
اطلاعاتی در مورد ورودی های آنالوگ مانند ورودی سرعت 1 و ورودی سرعت 2.
اطلاعاتی در مورد خروجی های آنالوگ مانند جریان و فرکانس موتور.

برنامه نویسی PLC

در این خط از برنامه بررسی میکنیم که آیا درایو آماده راه اندازی هست یا خیر. این سیگنال زمانی برقرار می شود که تمام شرایط فراهم باشد و فید بک های حفاظت (safety) و توان (power) فعال باشند.

در این خط از برنامه با فشردن شستی استارت در صورت فعال بودن Ready_to_Start و نبود ارور بیت مربوط به Drive_DO تنظیم می شود.

این خط مربوط به استپ (توقف) می باشد. با فشردن شستی استپ بیت Drive_DO ریست می شود.

این کدهای منطقی برای حفاظت مورد نیاز هستند. با فعال شدن بیت Drive_DO اگر درایو به دلیل هر خطایی کار نکند بعد از زمان تاخیر از پیش تعریف شده( که در اینجا با عنوان Run_FB_Time تعریف کرده ایم) این کدها بیت Drive_DO را ریست کرده و پیغام خطا می دهند.

در این خط از کد لدر (ladder) اگر درایو جریان زیادی بکشد و خطای اضافه بار ایجاد شود، بیت Drive_DO ریست شده و پیغام خطا ظاهر می شود.
پس از برطرف کردن خطا در سیستم می توانید در طرف اسکادا هم این موضوع را رفع کنید.

این خروجی دیجیتال انتخاب سرعت است. اگر سرعت ورودی را به صورت لوکال انتخاب کنید بیت speed selection فعال نمی شود چون که speed_do غایب است. اگر ورودی سرعت را به صورت ریموت انتخاب کنید بیت speed selection فعال می شود چون که speed_do حاضر است.
دیاگرام اسکادا (SCADA)
حالت نرمال

این حالت نرمال موتور است. هیچ خطایی وجود ندارد و بیت آماده (ready) نیز در حالت نرمال خود قرار دارد. همچنین انتخاب سرعت در حالت لوکال (محلی) است.
حالت فعال

این حالت نشان می دهد که موتور بدون هیچ خطایی درحال کار است. و بیت آماده (ready) فعال است.
حالت خطا

موتور در حالت خطا قرار دارد و بیت خطا نیز فعال است.
توجه: در برخی صنایع رنگ زرد به عنوان رنگ خطا و رنگ قرمز به عنوان حالت استپ استفاده می شود.
خلاصه ای کوتاه و مفید
کنترل اینورتر با پی ال سی به زبان لدر در 4 مرحله انجام می شود؛ تهیه نقشه قدرت و فرمان، راه اندازی و برنامه ریزی پارامتر ها در درایو (اینورتر)، تهیه برنامه PLC و تهیه یک دیاگرام اسکادا (SCADA).
در صورتیکه برای سیستم کنترل خود به خرید اینورتر نیاز دارید با ما تماس بگیرید. ما نمایندگی فروش اینورتر پرتو صنعت و اینورتر اچ پی مونت در لاله زار و اینورتر آگر در استان تهران هستیم. و عاملیت فروش انواع اینورترهای چینی و کره ای را داریم.
منبع؛ instrumentationtools.com
بدون دیدگاه